





Executive summary
“Physical AI” is the next step beyond dashboards and analytics: it is AI that is connected to sensors and actuators and can make decisions that immediately change what happens on the shop floor—for example, slowing a ring frame spindle when end-break risk rises, adjusting stenter parameters to correct distortion, or stopping a knitting machine the moment a defect pattern emerges. In short, it’s intelligence plus embodiment: perception → reasoning → action → feedback, in real time.
For textile manufacturing, Physical AI is not a single product. It is a stack—robotics, embedded sensors, edge AI computing, computer vision, digital twins, and AI-driven control systems—integrated with mill software (MES/ERP) and governed like any other critical production asset.
Where it is already delivering measurable results, the strongest early wins tend to appear in:
- Spinning optimization and waste reduction through machine monitoring and closed-loop controls (e.g., +1.5% productivity and -10% manpower needs reported in a real mill deployment of a digital monitoring/control solution).
- Dyeing time and energy reduction using real-time sensing + a digital twin + automated control logic (e.g., ~17.5% shorter dyeing time and ~12.1% lower energy/GHG in a published case study).
- Color development acceleration and fewer corrections via data-driven recipe formulation (e.g., “up to” large gains in first-shot matching and formulation time reduction reported by commercial systems).
- Automated inspection at speed using vision/AI, especially for defects that humans miss under fatigue and time pressure.
Assumptions and scope (because you didn’t specify constraints): this pillar article is written for global mill owners, plant managers, operations/maintenance leaders, and technical buyers, with budget variability left open and a global viewpoint (Asia/Europe/Americas) rather than any single country focus.
What Physical AI means for textile mills
Physical AI is commonly defined as AI that enables machines to perceive, understand/reason, and act in the physical world—not just generate outputs in a software-only workflow.
In manufacturing terms, it resembles an advanced form of cyber-physical systems: AI models sit “inside” or close to machines, interpreting sensor streams and triggering decisions that change machine behavior through actuators.
A useful way to separate terms inside a textile operation:
- Automation: fixed logic (“if this, then that”), PLC recipes, standard servo controls, basic alarms.
- Industry 4.0 / digitalization: networked machines, historian data, dashboards, OEE tracking, maintenance tickets.
- Physical AI: automation + digitalization plus learning and perception, so the system adapts to variability (fiber mix changes, humidity swings, dye-lot behavior, fabric distortion patterns) and closes loops faster than humans can.
Why textiles are a natural fit—despite their complexity:
- Processes are highly sensitive to small disturbances (humidity, tension, temperature ramp, chemical dosing, raw material contamination).
- Defects become expensive quickly because production is continuous and high-throughput.
- Many steps are already instrumented; the gap is often pushing intelligence closer to the machine, where latency and context matter.
One more key idea: modern Physical AI programs increasingly use a “sim-first” approach—train/validate control policies or perception models in a simulated environment (digital twins), then deploy them on real equipment with guardrails.

Read more : AI in Textile Industry Set for Explosive Growth, Reaching $21.4 Billion by 2033
Core technology stack behind Physical AI
Physical AI in textiles is not one component—it is an integrated closed loop. Below is a practical “stack view” that maps well to spinning, weaving/knitting, dyeing, and finishing lines.
How the stack works as a closed loop
Sensors capture reality (tension/moisture/color/defects/vibration). Edge AI interprets signals quickly. Control systems compute the decision (often hybrid: physics + rules + ML). Actuators execute (valves, dosing, motors, nozzles, robot motion). Digital twins and cloud analytics improve models and decisions over time—while MES/ERP records what happened and why.
Comparison table of core technologies
| Core technology | What it does in a textile plant | Typical vendors / examples | Maturity in textiles | Typical CAPEX range |
| Robotics (industrial robots, cobots, AGVs/AMRs) | Material handling (packages, bobbins, pallets), piecing assistance, automated loading/unloading, selected garment automation | Rieter automation modules like SERVOtrail and ROBOspin; Saurer palletising; SoftWear Automation vision-based sewing line | Medium–High (material handling mature; fabric manipulation harder) | Medium–High |
| Embedded sensors (vibration, tension, humidity, temperature, pH, spectro, optical) | Condition monitoring, process consistency, early detection of drift; enables closed-loop dyeing/finishing | Inline dye-liquor sensing and pH in digital-twin dyeing research; weaving/finishing sensors like basis weight/moisture/thickness scanners | High | Low–Medium |
| Edge AI computing | Runs inference close to machines (low latency, resilient when connectivity is limited) | NVIDIA Jetson for edge AI/robotics; Intel platforms with OpenVINO acceleration for machine vision | High (rapidly rising) | Low–Medium |
| Computer vision (2D/3D cameras + AI) | Defect detection, contamination sorting, web inspection, garment/part recognition for lasers/robots | Uster Technologies contamination sorting; ISRA VISION inline surface inspection; AI vision knitting inspection concepts | Medium–High | Medium |
| Digital twins (process and asset twins) | “Mirror” machines and processes for monitoring, what-if optimization, and safer control improvements | Digital twin dyeing case study; denim “digital twin” visualization in product development | Medium (growing fast) | Medium–High |
| Smart actuators (servo drives, dosing pumps, valves, variable-speed fans) | Executes fine adjustments in speed, dosing, airflow; makes AI decisions real | Stenter/drying process-control systems and feed-forward/closed-loop correction approaches | High | Medium |
| AI-driven control systems (MPC/RL/anomaly detection + rules) | Predictive control, adaptive recipe adjustments, automated corrections and alarms | AI-supported weft straightening with feed-forward and closed-loop correction; “self-optimization” spindle speed logic in spinning | Medium (often hybrid + guarded) | Medium |
Notes: “CAPEX range” is intentionally broad (Low/Medium/High) because cost depends on whether you retrofit a single machine or connect an entire line, and whether you need new sensors/controls or can reuse existing instrumentation.
Concrete industrial use cases across the textile value chain
This section focuses on what changes on the factory floor when “Physical AI” is deployed correctly—across spinning, weaving/knitting, dyeing, finishing, inspection, and intralogistics.
Spinning: contamination control, closed-loop speed optimization, and automated flow
- Contamination sorting in fiber prep is an early Physical AI win because vision systems make real-time removal decisions at high speed—reducing downstream issues while avoiding unnecessary loss of good fiber. Uster Technologies describes its contamination sorter as combining detection approaches to remove contaminants while minimizing loss of usable raw material.
- Closed-loop productivity optimization is moving from “operator intuition” to data-driven control. A relevant example highlighted by Kohan Textile Journal is a spinning feature where spindle speed is automatically raised or lowered based on yarn break rate limits set by the operator—an example of feedback control that behaves like Physical AI at the machine boundary.
- Digital monitoring platforms can produce measurable output: a published customer case for ESSENTIALmonitor in a spinning mill reported +1.5% productivity, -10% manpower requirement, and waste reductions (10% hard waste; 2.5% soft waste).
- Material handling automation is often underestimated: roving bobbin transport systems aim to stabilize flow between roving and ring/compact spinning while reducing personnel requirements and improving efficiency.
Weaving and knitting: monitoring, energy visibility, and defect prevention
- Weaving rooms increasingly rely on real-time monitoring platforms to track machine status and production to respond faster to deviations.
- The hardest frontier is not moving rigid parts—it’s controlling tension and fabric behavior fast enough to prevent meter-after-meter of defects. This is where embedded sensors and vision models working at the edge become valuable, because the decision window can be seconds (or less) before defects propagate.
Read more : AI in Textile Industry Transforming Fashion Savings Sustainability
Dyeing: digital twins + real-time sensing + automated control actions
A strong, well-cited example of Physical AI logic in wet processing is a dyeing optimization approach that combined:
- A smart analysis module to monitor and analyze dyeing parameters continuously
- A digital twin of the dyeing machine for real-time monitoring
- Automated control actions that reduce duration without degrading quality
In the published case study, dyeing time dropped by ~17.5%, while energy consumption and greenhouse gas emissions fell by ~12.1%, without compromising dyeing quality (reported ΔE and fastness remained acceptable).
This is the Physical AI pattern to learn from: instrument → model → decide → act → verify.
Color formulation and lab-to-bulk corrections
Recipe formulation and correction is a practical gateway into Physical AI because it links measurement, prediction, and action:
- Datacolor positions Match Textile as dye formulation/correction software designed to accelerate matching and reduce costly trial cycles; product materials mention reductions in formulation time and improved first-shot matching.
- X-Rite similarly markets dye-house measurement solutions to improve speed and quality in dye formulation and matching.
While these tools are often seen as “lab software,” they become Physical AI when integrated with production dosing and when feedback (spectro/pH/exhaustion behavior) is used to automatically adjust process steps.
Finishing: AI-supported distortion correction and process control
Finishing is full of conditions that are expensive to correct later (skew/bow, over-drying, shade change, dimensional instability). A recent example: an AI-supported weft straightening system described a double-scanning approach (inlet feed-forward plus outlet closed-loop correction) that applies AI-based corrections in real time to produce straighter fabric and reduce waste.
Separately, process control platforms for stenters focus on optimizing drying/fixing and measuring key parameters (for example, moisture and other web properties across width) to stabilize finishing performance.
A practical reminder: some of the “best Physical AI candidates” are machines already designed for repeatability and automation. For instance, the Biancalani AIRO® finishing machine emphasizes fully automated control logic that manages sequential cycles and reduces transfers between machines—an example of a platform that can later be enhanced with AI-driven optimization because the process is already controlled and parameterized.
Quality inspection: from human sampling to AI vision coverage
The textile industry has studied defect detection for decades, but deep learning accelerated momentum because it handles texture variety better than classic rules. Recent reviews summarize how ML-based approaches now dominate modern defect detection research.
One key reason is that traditional visual inspection is limited by fatigue and subjectivity; one recent peer-reviewed paper cites traditional visual inspection efficiency around ~75%.
Meanwhile, real-time defect classification papers continue to report ~90%-level accuracy in multi-defect settings, indicating why mills are pushing vision closer to the machine.
For production-scale inspection (especially nonwovens and continuous webs), suppliers emphasize inline inspection systems that detect and classify surface defects across process stages.
Laser and laser-finishing: “image to production file” becomes a physical loop
Denim finishing is becoming a showcase for Physical AI because the “decision” (what to mark, how to reproduce wear patterns) is now computed automatically. A widely reported 2026 development from Jeanologia described an AI system that can transform a garment photograph into a production-ready laser design in seconds—what previously required “hours or even days” of manual work by skilled designers.
On the same digital workflow, Jeanologia’s platform describes “digital twin” visualization and claims significant reduction in physical samples (for example, “80% less physical samples”), illustrating how digital and physical execution are converging.
Intralogistics and material handling: bobbins, packages, pallets, and WIP
In many mills, the ROI flywheel starts not with “AI,” but with flow:
- A central palletiser is positioned as an economical method to store packages from multiple machines onto pallets.
- Roving bobbin transport aims to improve material flow and reduce operator travel and labor requirements.
Once flow is automated, you unlock more reliable production data—which makes AI decisions more trustworthy.
Automated sampling and sewing-adjacent automation
While still uneven, apparel-adjacent automation shows how vision + robotics can handle flexible materials. SoftWear Automation describes its “Sewbot” as a machine vision robotic workline for automatically sewing T-shirts—an example of embodied perception and control applied to textiles.
Measurable benefits and what to track in ROI
The “Physical AI business case” improves dramatically when benefits are measured in mill language: kg/hour, ends down, meters rejected, re-dyes per month, steam/kg fabric, and downtime hours. Industry-wide benchmarks for digital and AI adoption regularly cite large opportunities, including reductions in downtime and gains in throughput when implemented well.
Below are concrete metrics drawn from a mix of peer-reviewed research and vendor-published mill cases.
ROI and benefit metrics table
| Use case | Baseline metric (before) | Expected improvement range | Evidence / source |
| Spinning monitoring + control (ring/compact) | Productivity and waste under manual supervision | +1.5% productivity; -10% manpower; -10% hard waste; -2.5% soft waste | Reported customer benefits from ESSENTIALmonitor + ISM premium in a running spinning mill case. |
| Digital twin + smart analysis in dyeing | Standard reactive dyeing cycle time and energy | ~17.5% dyeing time reduction; ~12.1% energy & GHG reduction (quality maintained) | Published case study using a smart analysis module + digital twin monitoring and control actions. |
| Color formulation software | Longer formulation cycles; more corrections | “Up to” 50% less time on formulation; “up to” 50% increase in first-shot matches | Commercial spec sheet and product claims for Match Textile. |
| Fabric defect detection (vision AI) | Traditional visual inspection efficiency ~75% (fatigue-sensitive) | Detection/classification often reported around ~90% accuracy in real-time studies (varies by fabric/defect set) | Traditional inspection efficiency cited; real-time ensemble study reported ~90% classification accuracy. |
| Weft straightening with AI-supported double scanning | Variable distortions cause waste/quality issues | Qualitative benefits: higher precision, real-time correction, less waste; retrofit path reduces replacement CAPEX | Described feed-forward + closed-loop correction with AI-based corrections and retrofit capability. |
| Denim laser design automation | Manual laser design prep can take hours/days | Image-to-laser design “in seconds”; large reduction in manual retouching time | Reported 2026 denim workflow example: photo → production-ready laser file. |
| Digital product development for denim finishes | Many physical sample iterations | Claim: “80% less physical samples” (trend indicator) | Vendor statement tied to collaborative digital workflow and digital twins. |
| Predictive maintenance / Industry 4.0 at scale | Reactive or calendar-based maintenance | Across sectors: 30–50% downtime reduction; 10–30% throughput increase (when implemented successfully) | Cross-industry Industry 4.0 value analysis (useful as directional benchmark for textiles). |
Practical interpretation for mills:
- Productivity gains are often modest per machine but large at scale (many frames/looms).
- Waste reduction can rival productivity gains in value, especially where raw material and energy costs dominate.
- Energy and water improvements are most credible when linked to measurable process changes (shorter cycles, fewer wash cycles, fewer re-dyes)—not just generic “AI saves X%.”

Implementation roadmap from pilot to scale
A textile mill typically succeeds with Physical AI when it treats it like a controlled modernization program, not a science experiment.
Start with a bounded pilot that touches the physical loop Good pilots are usually one of these:
- A single vision cell for defect detection on a critical product line
- Condition monitoring on a bottleneck machine group
- Dyeing optimization with a sensor package + digital twin dashboard
- A focused automation cell (bobbins/packages/pallets)
The dyeing digital-twin case study is instructive because it instrumented exactly what mattered (exhaustion rate, pH, chromaticity, energy) and used that to drive control actions and verify outcomes.
Design data backwards from decisions
- Before collecting “all data,” define what decisions the system must make (stop/run, speed up/down, inject chemical now/later, classify defect, route pallet). Then define:
- Required sensors and sampling rates
Ground truth labeling method (e.g., defect library, lab color approval, downtime cause codes) - Acceptable false positives/false negatives (especially for stop-the-line logic)
Edge vs cloud tradeoffs In textiles, many Physical AI tasks must run close to equipment:
- Latency matters (defect propagation, tension spikes, break prediction)
- Connectivity is not always stable
- Data volumes (video) are heavy
That is why “edge AI for robotics and vision” platforms are positioned around real-time inference without depending on the cloud.
Cloud still plays a major role for fleet learning, model retraining, reporting, and multi-site benchmarking.
Integrate with MES/ERP using standard interfaces
Physical AI is operationally fragile if it remains a standalone island. Two standards matter especially:
- ISA-95 (IEC 62264) for aligning enterprise planning with manufacturing control layers.
- OPC UA for secure, vendor-neutral industrial interoperability and data exchange.
A practical integration pattern: edge AI publishes events (defect type, severity, location, timestamp) → MES links events to lots/orders → ERP ties cost and delivery impact → quality system ties corrective actions to root causes.
Cybersecurity and governance are not optional
Physical AI expands the attack surface (more connected sensors, more remote access, more edge devices). Textile companies should treat OT security as part of the project scope, not a later add-on. Relevant guidance includes ISA/IEC 62443, which addresses industrial automation and control systems security across lifecycle roles.
For AI risk governance (bias, reliability, monitoring, accountability), NIST’s AI Risk Management Framework is a practical reference for building trustworthy AI programs.
Scaling rules that reduce failure risk
- Scale only after the pilot produces stable KPIs for at least one full season cycle (humidity and raw material variability matter).
- Add redundancy: a vision model should fail gracefully (fallback thresholds, human review) rather than silently.
- Establish calibration routines (camera lighting, sensor drift, spectro calibration).
- Document decisions: when a system changes speed/recipe, it must log what it changed and why.
Risks, workforce implications, compliance, and future outlook
Key risks and limitations
Deformable material complexity: handling fabric is harder than handling rigid parts; research continues on cloth manipulation using deep learning, imitation learning, and reinforcement learning.
- Data drift: new fibers, finishes, dyes, and patterns can degrade model performance; continuous monitoring and retraining become essential.
- False stops vs missed defects: “stop-the-line” logic requires careful tuning and staged deployment.
- Integration debt: without ISA-95/OPC UA discipline, systems sprawl and become expensive to maintain.
Workforce and skills
Physical AI typically reduces repetitive manual checks and some material-handling labor, but it increases demand for:
- Mechatronics and controls technicians
- OT networking and cybersecurity skills
- Data labeling/quality engineering
- Reliability engineering and condition monitoring
Real-world cases show labor impacts can be significant; for example, a spinning monitoring/control deployment reported reduced manpower requirements alongside productivity and waste improvements.
Regulatory and sustainability impacts
Textiles are facing rising requirements around transparency, durability, and environmental performance. The European Commission’s Sustainable and Circular Textiles Strategy highlights the sector’s transition needs, and Digital Product Passport work is advancing under EU frameworks.
For AI specifically, the EU’s AI Act implementation timeline is now a concrete planning input for companies selling into or operating in Europe; official EU resources show major applicability phases coming into force and enforcement beginning in 2026.
Physical AI can help mills comply more efficiently because it creates auditable process traces: what settings were used, what deviations occurred, what was corrected, and what resources were consumed—especially when linked to systems that measure environmental impacts in finishing.
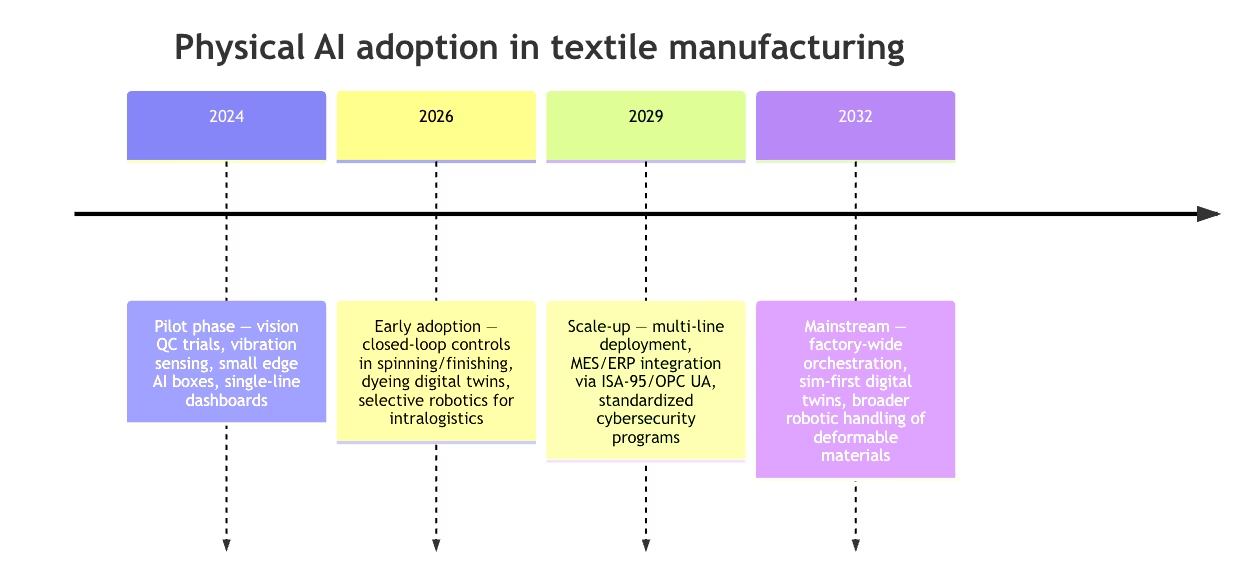
Adoption timeline for Physical AI in textiles
The important point is not the exact year—it’s the dependency chain: data discipline → trustworthy models → safe control → integration → scale.
Practical recommendations for mills considering Physical AI
- Pick one “physics-heavy” problem where defects are expensive and measurable (shade rework, distortion, end-breaks, recurring loom stops).
- Instrument the minimum sensors needed to make a decision, not a data lake.
- Run inference at the edge for time-critical loops; use cloud for training and fleet analysis.
- Adopt ISA-95 and OPC UA patterns early; they reduce integration chaos later.
- Treat OT cybersecurity as a requirement and align with ISA/IEC 62443 practices.
- Create a “model ownership” process: who approves model updates, who monitors performance drift, who can override decisions.
Short checklist
- Do we have one KPI owner for the pilot (quality/waste/energy)?
- Can we capture ground truth (defect library, shade approval, downtime causes) reliably?
- Is latency critical (if yes, edge inference is mandatory)?
- Can the system fail safely (fallback logic + human override)?
- Are MES/ERP hooks defined (lot/order traceability)?
- Is OT security scoped (zones, access, patching, monitoring)?









{kind=link}