





By: Qasem Heydari, master of textile technology from Tehran polytechnic
In order to investigate various parameters that affect yarn quality, such as raw materials and machine settings, the results of yarn various production condition tests, are considered and the best production conditions are selected according to the best results.
The tests done on about eleventh percent of the total produced yarn and performing multiple tests requires a lot of time and energy, and performing the tests turns the consumable yarn into waste.
One of the best ways to optimize the production process is to apply and examine the results of yarn cleaner of cone winder more closely.
In this way, all 100% of the yarn produced is examined without producing waste and without spending time on testing. The following is an example of daily observation of yarn cleaner results.
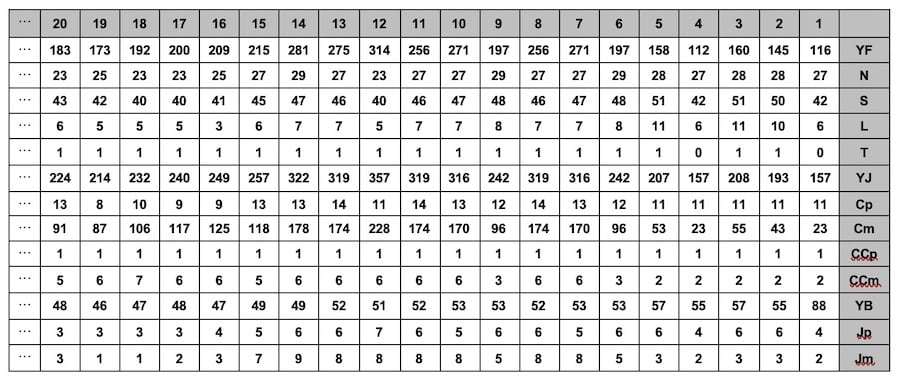
Yarn cleaner basic quality parameters are shown in the following table:

Results of Cone winder machine’s yarn cleaner device were recorded regularly; so, changes in yarn quality at different time intervals (1 to 20) were obtained.
Improving Yarn Quality Efficiency
In order to improve the yarn quality and reduce the ruptures and quality imperfection of the yarn, several measures were taken in different time periods. If the changes had a negative effect, the spinning factors were returned to the pre-change state.
Thus, with the aim of productive improvement, several measures were taken and the yarn quality was improved, such as increasing the percentage of viscosity, changing the carding cylinder wire, changing the doffer wire, changing break draft and main draft and drafting roller distance in draw frame and flyer and ring-spinning frame, changing of clips, Change in cots pressure in the passage and change in the pressure, etc.
It is important to note that sometimes changes in the spinning process factors, alter the physical and mechanical properties of the yarn, and it is possible to change the appearance, physical and mechanical properties.it named yarn lot change.

This problem becomes more apparent after dyeing the fabric. Thus, the factors can be divided into two distinct groups: the factors that affect the quality of yarn and physical and mechanical properties of the yarn (require changing the lot number), and factors that only changed yarn quality parameters without changing yarn mechanical and physical parameters (not necessarily changing the lot number).
In the other hand, it is necessary to change lot number if there is a drastic change in the quality characteristics of the yarn and consequently the quality characteristics of the fabric. Due to the numerous problems and the decline in production due to the change of lot, identifying the factors that require change of lot requires planning of changes.
Selecting multiple factors and applying changes simultaneously can also affect in reducing optimization time. In selecting the factors for simultaneous change, it should be attended that the selected factors do not have interact with each other.









{kind=link}